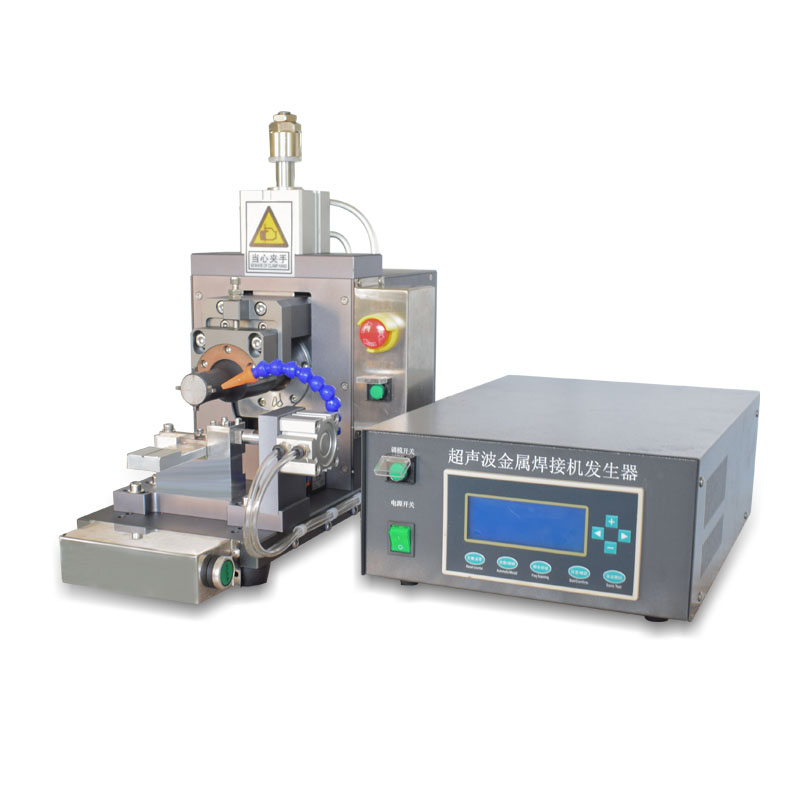
采用自动频率跟踪系统,无需调频
相容性:可以将两种不同的金属材料熔接,并且不破坏材料的金相组织
锂电池电芯极极耳与连接片熔接、电池模组汇流排与软包极耳熔接、电池模组采样线熔接、电池PACK铜铝硬连接片、电池盖板软连接熔接、高压汽车线束与端子熔接、马达电机铜片漆包线熔接、电容正负极耳与端盖熔接、电子传输线熔接、电线与端子焊接。

超声波金属焊接是在19世纪30年代偶然发现的。当时在做电流点焊电极加超声振动试验时,发现通电流也能焊接上, 因而发展了超声金属冷焊技术。超声波焊接是一种固相焊接方法 , 焊件之间的连接是通过声学系统的高频弹性振动以及在工件之间静压力的加持作用下实现的 。 焊件是在静压力及弹性振动能量的共同作用下, 将弹性振动能量转变成工件间的摩擦能、形变能和热能,致使两工件表面形成纯净金属贴合、原子扩散,从而达到摩擦焊接 。
| 輸入电压 | 220V | |
| 频率 | 20KHz | 35KHz |
| 输出功率 | 1000W/2000W/3000W | 300W/800W/1200W |
| 焊接面积 | φ25mm | |
| 焊头行程 | 30mm | |
| 电源 | 190-265VAC | |
| 显示屏 | 触摸屏 | |
| 自动追频 | 实际时间 | |